/Blog%20Headers/shutterstock_2133827717%20(1).jpg)
Learn the key strategies for effective quality control in food manufacturing, ensuring product safety, compliance, and consistency with Foods Connected's software solutions.
The purpose of quality control in food manufacturing is to ensure product safety and regulatory compliance, while also maintaining a consistently high-quality consumer experience. This is achieved by monitoring and testing production inputs, processes and finished products to ensure that quality specifications are met.
Quality control and quality assurance can sometimes be perceived as interchangeable, but both play a distinct role within a wider quality management system. In fact, quality assurance prescribes all the activities that must take place so that internal and external parties can have confidence in product quality - essentially providing a framework for quality control.
In this article, you’ll find information and examples showing how quality control in the food industry works. Although specific methods differ from product to product, you’ll get an overview of a broad quality control framework for food manufacturing and what tools can help you manage this complex process effectively.
What are the main components of quality control in food manufacturing?
Quality control is an end-to-end process that begins long before you receive raw materials and ends when your products reach the consumer. Key components include:
- A well-formulated list of raw material requirements with clear quality specifications.
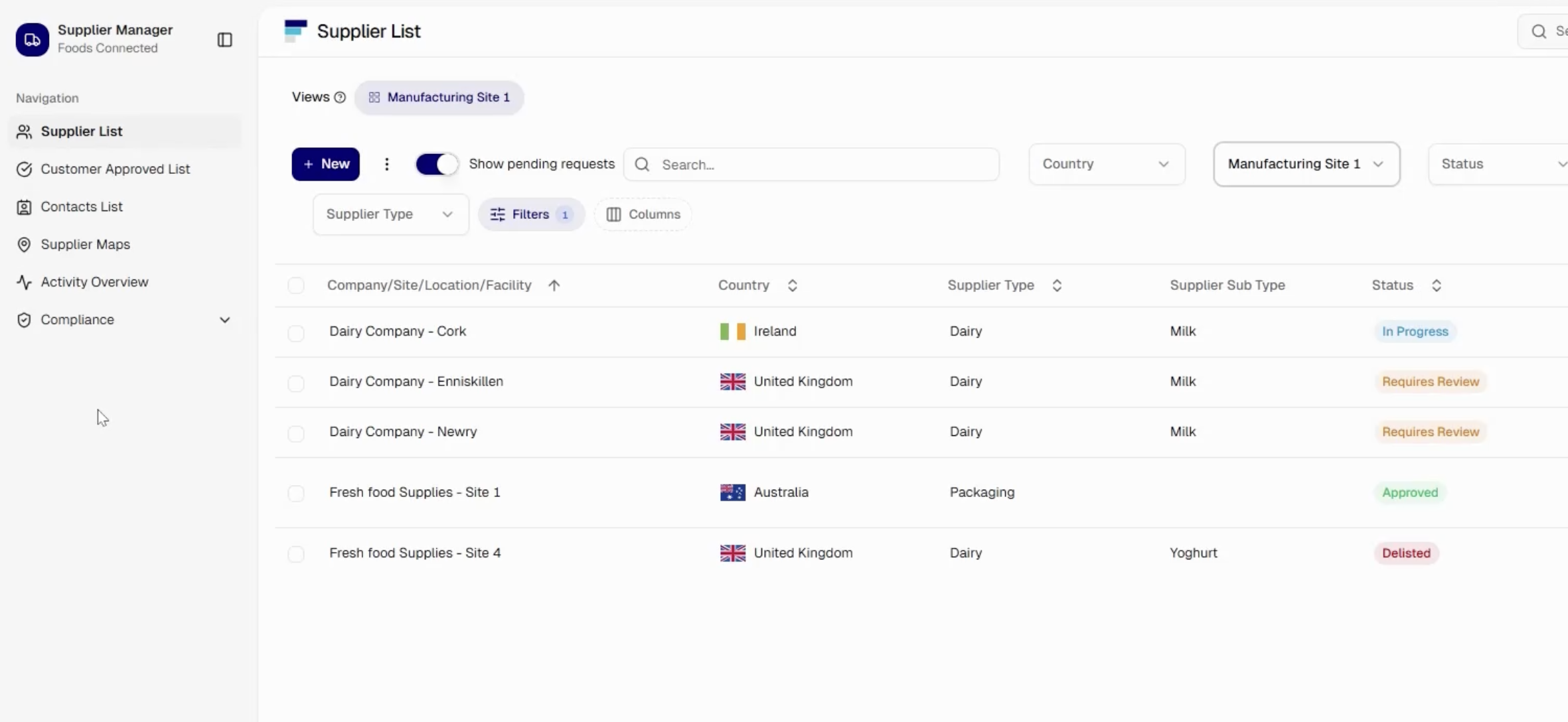
- Careful selection of compliant suppliers and a cohesive strategy for supplier performance management.
- Checks and balances on receipt of materials so that production inputs remain up to standard.
- Monitoring storage conditions and practising appropriate inventory management so materials retain their quality before use.
- Product formulations and recipes that ensure uniformity for a consistent consumer experience.
- Process and hygiene controls so that production aligns with product formulation requirements and Good Manufacturing Practices (GMP).
- Inspection of finished products as well as their packaging and labelling to verify quality before dispatch and confirm adherence to labelling requirements.
- Shipping condition specifications and checks so products remain fresh and hygienic during transit.
Examples of quality control procedures in the food industry
Ingredient specifications
Food ingredient specifications must be very detailed. For instance, particle sizes may be important to the finished product’s taste and texture and should be specified in granular detail. Besides naming the raw material required, the following specifications should also be included:
- A detailed description of the required biological, chemical, and physical characteristics.
- Country of origin and any relevant information for traceability. This is important for both food safety and sustainable sourcing.
- Packaging specifications and volume per unit to allow for compatibility with your production systems and storage practices.
- Labelling requirements such as lot IDs and traceability coding. These enable effective provenance tracking and record-keeping.
- Specifications indicating how the product must be stored and transported prior to receipt.
- Any requirements for certificates of analysis or accreditation including allergen information, GMO content and Fair Trade certification.
- Any additional information needed to ensure compliance or quality. This will vary depending on the type of raw material received.
- Documentation and data required on delivery. For instance, information to be reflected on delivery notes and packing slips.
Approved suppliers
While some ingredients are relatively standardised and allow for flexibility in sourcing, food businesses should undertake a supplier selection and approval process. When evaluating suppliers for approval, quality is only one criterion to consider. Factors like sustainability, reliability, traceability, and price are also taken into account during the supplier approval process.
There may be a list of approved suppliers for certain ingredients. For example, sugar bought from different suppliers will not result in perceptible differences in product quality. However, if you are relying on a unique ingredient such as a specific flavouring agent, there could be marked differences between products from different suppliers and only one supplier may be designated. This can be risky for your business and calls for contingency planning that will allow you to maintain product quality and consistency if there is a shortfall in supply.
Raw material control
Raw material control begins with detailed quality specifications. When raw materials are delivered, compliance will be verified. This may include inspecting documentation and supplier records, analysing the raw materials to identify the presence of allergens or other contaminants, testing moisture content, or measuring pH levels.
Process control
A stringent approach to processes and practices is crucial not only for food safety but also for meeting quality parameters such as the appearance, flavour and texture of products. For instance, processing temperatures are vital for the safety and quality of meat products and therefore should be monitored carefully during processing.
Hygiene control
Hygiene controls include all the cleaning and sanitation protocols that must be enforced to prevent allergen cross-contamination and pathogenic contamination. This not only applies to surfaces that will be in direct contact with food but also the surrounding environment such as walls, floors, light fixtures and ventilation systems. The quality control system will specify timings, methods and record-keeping procedures for hygiene and sanitation.
Product inspection
Various tests may be conducted as part of product inspection. This could include microbiological testing, chemical testing, and testing for the presence of allergens. Physical testing uses X-rays or metal detectors to search for contaminants like bone fragments, glass or metal. Finally, sensory testing will include checking elements like colour, flavour, and texture.
Packaging & labelling controls
Packaging is subject to specific quality control parameters before it can be used. For instance, it should not contain chemicals that will leach into the packaged food and it should be capable of preventing outside contamination. Seal integrity and tamper-proof features should also be checked, not only for hygiene and shelf-life but also for minimising the risk of food fraud.
Accurate product labelling is required by law, and controls should be in place for label placement and adhesion. For instance, stick-on labels are required to be made using food-safe ingredients.
Documentation & traceability as a component of quality control
The ability to recall affected products quickly and comprehensively is critical for quality control. Documenting processes, assigning batch numbers, and recording the destination of products facilitates this and helps your business to determine the source of the quality control issue.
Employee training
Food manufacturers must create a culture of total quality management, where staff receive comprehensive training and understand their role in supporting food safety and quality. This includes, for instance, educating employees on how to notice and report any risks or variances that may affect food safety.
What KPIs can be used to evaluate quality control in food manufacturing?
Product defect rate
Quality control aims to keep product defect rates as low as possible. Acceptable product defect rates vary within the food industry depending on the product type, the amount of processing required, and the methods employed. Effective quality control processes should indicate the cause of defects, for example, equipment in need of maintenance. This allows technical staff and management to implement strategies that reduce the frequency and magnitude of defects.
Customer complaints & returns
Quality control procedures should prevent customers from receiving defective products. Goods can be physically damaged in transit and handling and may even be affected by retailers’ storage practices. However, any complaints pointing toward quality control shortcomings should be thoroughly investigated and addressed without delay.
Waste reduction rate
The amount of waste originating from low-quality raw materials or defects during processing can help identify areas for improving quality control. Although waste generation is inevitable during food manufacturing, it can be kept within acceptable limits by emphasising good quality control.
Test pass rate
Microbiological test pass rates are a good KPI for evaluating the effectiveness of quality control procedures. Other test results, such as scans to detect foreign objects and the results of sensory evaluations, can also be used to enhance and refine your performance measurements.
Shelf-life verification
Quality control doesn’t end after customers receive products. Retail depot and store checks allow you to determine whether your products are performing to specification. If they are not, determining the root cause of underperformance will point toward areas where quality control processes can be inspected and improved.
Quality control audit results
Quality control audits allow for detailed analysis of quality control activities and records. They provide a golden opportunity to search for areas that are ripe for improvement. For example, you may identify gaps in quality control procedures and implement additional measurements or control points.
Recommendations for improving quality control in food manufacturing
Internal quality control audits
Configured templates can guide you through internal quality audits, helping you identify and address areas where non-conformance is hindering your adherence to quality standards.
Ingredient sourcing and raw material inspection
Procurement management software allows you to identify, assess, and approve suppliers quickly and efficiently. The software suite should include features that allow manufacturers to verify compliance with quality specifications systematically and comprehensively.
Capture, follow & record standard operating procedures
Specifying detailed operating procedures helps to achieve product uniformity and quality. Quality control processes verify that procedures are being followed. Many of these controls can be automated. For example, sensors can check and record processing temperatures.
Finished pack product quality checks
Finished pack quality should be verified both before and after products leave manufacturing facilities. Although the specific checks you will implement depend on the nature of the product and its packaging, they may include tests to verify packaging integrity, shelf-life testing and labelling compliance.
Foods Connected for quality control in food manufacturing
Coordinating the many activities that contribute to quality control can be complex and time-consuming. Foods Connected offers software solutions that simplify tasks ranging from supplier selection to internal quality control activities.
We collaborate with food businesses to solve day-to-day challenges, helping our customers to achieve their goals for food safety, quality and compliance.
To find out more about our safety, quality and compliance software, request a demo today.

.jpg)
Greer McNally
Greer has over 15 years’ experience writing about trends in the food and retail sectors. She lives in a little village by the sea in Northern Ireland and loves creating content that informs how people think about the food industry. A recent career highlight was interviewing the legend that is Dr Temple Grandin.

Browse Posts
/Blog%20Headers/shutterstock_1927957907%20(1).jpg)
/Blog%20Headers/shutterstock_1845178195%20(2).jpg)
/Blog%20Headers/shutterstock_2474442759.jpg)
/Blog%20Headers/shutterstock_2247276303.jpg)




- July 2026
- June 2026
- May 2026
- April 2026
- March 2026
- February 2026
- January 2026
- December 2025
- November 2025
- October 2025
- September 2025
- August 2025
- July 2025
- June 2025
- May 2025
- April 2025
- March 2025
- February 2025
- January 2025
- December 2024
- November 2024
- October 2024
- September 2024
- August 2024
- July 2024
- June 2024
- May 2024
- April 2024
- March 2024
- February 2024
- January 2024
- December 2023
- November 2023
- October 2023
- September 2023
- August 2023
- July 2023
- June 2023
- May 2023
- April 2023
- March 2023
- December 2022
- November 2022
- October 2022
- September 2022
- August 2022
/Blog%20Headers/shutterstock_2480556949.jpg)

/Blog%20Headers/shutterstock_2499800677%20(1).jpg)

/Blog%20Headers/shutterstock_2469356249.jpg)
/Blog%20Headers/shutterstock_1800794020.jpg)
/Blog%20Headers/freshpak%20header.jpg)
/Industry%20Voices/Industry%20Voices%20live/Ruth%20Brown%20-%20M+S/Industry%20voices_Ruth%20Brown%20Blog%20Header.png)

